鐵數控機械有(yǒu)限公司 官網(wǎng)")

線切割機床進行加工過程(chéng)中,由於鉬線與工作台的(de)移(yí)動並不完全同步,有滯後現象(xiàng),再加上鉬線本身是(shì)圓的,因此在陰角的拐角處有R角產(chǎn)生,使模仁和模腔的配(pèi)入困難,產生損傷,因此(cǐ)線(xiàn)切割機床(chuáng)的清角功能就出現了(le)。
在線切割加工(gōng)當(dāng)中的清角功能就是在拐角時過度切割幾絲,消除上述R角引起的蔽端。利用線切割機床的放電(diàn)火花來清除切削加工後剩下的R角是(shì)較常見的加工類型,這就是線切(qiē)割機床的清角功(gōng)能(néng)。
進行這類加工(gōng)時,因局部放電麵積小(xiǎo),加工(gōng)深(shēn)度(dù)大,在加(jiā)工過(guò)和中常會發生(shēng)放(fàng)電(diàn)不穩定的現(xiàn)像,電極進給呈反複回退,繼而導致加工速度緩慢,電極損耗較大,表麵粗(cū)糙度不均等不(bú)能滿足加工要求的問題,甚至可能出現(xiàn)難以完成加工的情況(kuàng)。

采用電極斜(xié)向加工是解決這種問題的(de)一種較好的方法。
那麽(me)如何設置線切割(gē)機床清角功能呢?這裏以autocut係統(tǒng)為例,小編畫了一個三角形(因為圓形沒有角)。
然後我(wǒ)們生成加工路徑,這裏要注意的是,在生成多次切割加工路徑的的時(shí)候,我們要根據加工的的外形還是內孔(kǒng),選擇左清角還是(shì)右清角。不過在技(jì)術飛快發展的今天,17·c18起草视频.27新一代智(zhì)能電櫃會根據取樣高頻自動選擇,無論加(jiā)工外形還是內孔(kǒng)我們隻需要在這裏選擇一個就可以了,這裏小編選擇的是左清角。

那麽單(dān)次加工設置(zhì)清角怎麽設(shè)置呢?這裏我們需要在(zài)加工界麵設置。在加工界麵(miàn)中點擊設置。
接著再選擇加工,在下麵的清角延時時間中輸入需要停頓的時間,這裏小編選擇了1秒(miǎo)就完成啦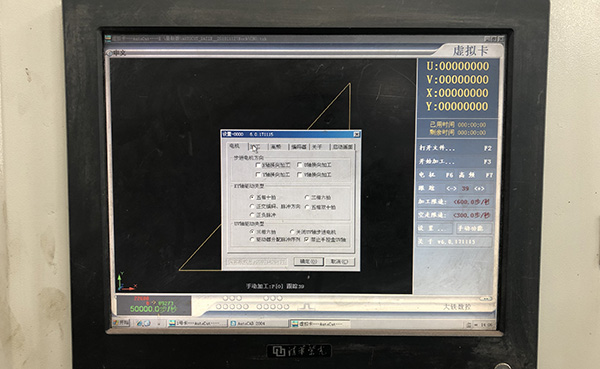
以上便是線切割機床清角的用(yòng)處以及設置清角的方法,小夥伴們學會了嘛。接下來小編向大家推薦一款大(dà)鐵DK係列極速(sù)線切割(gē)機床,穩定加工效率12000mm2/h,三年內下降不超過5%,並且上一次(cì)鉬絲可加工40萬方。想了解的小夥伴點擊下方圖片哦(ò)。

數控機械(xiè)有(yǒu)限公司 官網")