17·c18起草视频.27數控機械有限公(gōng)司 官網")

線切割工件加工方向的判斷主要在於線切割機床XY坐標(biāo)軸(zhóu)的方向、編程控製界麵(miàn)圖形方向、以及工件裝夾擺放的方(fāng)向,隻有(yǒu)當(dāng)這三個方(fāng)向都對應統一一(yī)致時,線切(qiē)割加工的方向才是正確的。
線切割加工中編(biān)程圖形坐標與工(gōng)作台(tái)機械坐標對應一致是基本(běn)要求,也就是保證加工中軌跡方向與工件裝夾方(fāng)向一致,避免出現方向錯亂把模具或工(gōng)件割報廢。
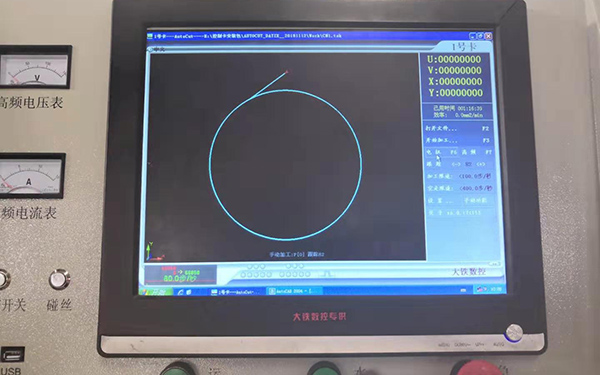
普通線切割機床(chuáng)都隻(zhī)支持但坐標係加(jiā)工,即係統控製加工界麵隻有(yǒu)一個坐標係,而加工的(de)圖形軌跡就在這個坐標係上,那麽加(jiā)工中如何確認係統控製界麵坐標(biāo)方向與機械坐標方向一致呢?
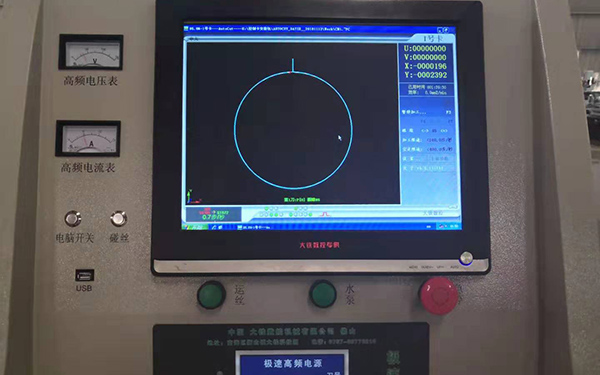
首先(xiān)!編程時我們麵對係統時係統的坐標係(xì)對應的(de)機床坐標跟我們麵對機床工作台搖柄方向時一致,也就是平時正常穿絲操作時麵對的Y軸搖柄方向。由此(cǐ)我們即可(kě)確定圖形與機床坐標方向是否一致。
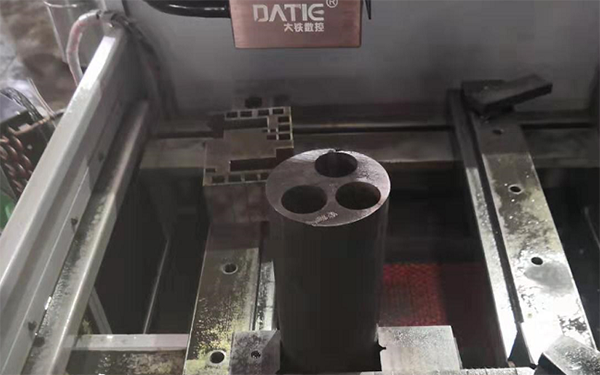
然後就是工(gōng)件裝夾擺放問題,在確認好圖形坐標和機(jī)床坐標方向後,我們可以根據工件的實際裝夾情況、來旋(xuán)轉坐標(biāo)上的圖形方向,隻要(yào)確保裝夾(jiá)後工件的實際加工方向是對的就行。
這樣,我們就能快速準確的判斷出自己的工件裝夾和編程圖形坐(zuò)標方向是否一致。
小(xiǎo)編也向大家推薦上(shàng)麵這款17·c18起草视频.27DK係列極速線切割機床,穩定加工效率(lǜ)12000mm2/h,三(sān)年內下降不(bú)超過(guò)5%,並且上一次鉬絲可加工40萬方。想了解的小夥伴點擊下方圖片,或(huò)者直接聯係大(dà)鐵24小時(shí)谘詢熱線18924551991,期待您的垂(chuí)詢!

