限公司 官網")

線切割(gē)刀寬(kuān)介紹(shào):
首(shǒu)先(xiān),線切割是有刀寬的,但是在(zài)線切割行業內是沒有刀(dāo)寬這個叫法的,而是叫鉬絲直徑。

線切割(gē)刀寬是多少:
鉬絲直徑規格有0.12、0.14、0.16、0.18、0.20、0.22等多種,單位為毫米。
線切割刀寬直(zhí)徑簡介:
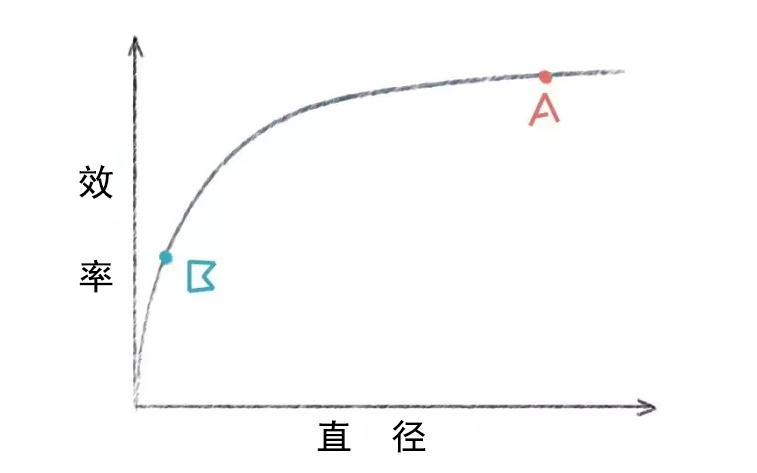
為什麽會有這麽多種的(de)規格直徑呢,主(zhǔ)要是為了適應不同的加工需求,但(dàn)是經過長(zhǎng)期的實驗,鉬絲直徑在(zài)0.18-0.14之(zhī)間的(de)效率較好,大於或者小於這個直徑效率都會大大降(jiàng)低。
但在實際(jì)加工(gōng)中,線切割刀寬不隻是鉬絲直徑,還要算上加工中實際的火花位,一般為0.01-0.03之間。
線切割刀寬由來:
可能有好奇的小(xiǎo)夥伴會問為什麽都是偶數,沒有奇數的規格(gé)呢。原因(yīn)是這樣的,在線切割加工(gōng)中都是需要計算補償的,而補償(cháng)是鉬絲半徑(jìng)+火花位,為了計算方便,就統一是偶數(shù)規格了。

")