械有限公司 官網")

線切(qiē)割加工中,我們(men)會遇到一個叫做鉬絲補償的參數,那麽這個鉬絲補償是什麽呢?我(wǒ)們可(kě)以把電極絲理解為(wéi)是線切割的刀具,那(nà)麽刀具就會有自己的寬度(dù),盡管電極絲很細,一般也就18絲,但是對於線切割這類特種加工(gōng)設備,這小小(xiǎo)的影響都會造成切割的尺寸精(jīng)度不(bú)對。所(suǒ)以就有了鉬絲補償這個參數,就是為了在(zài)切割中使工件尺寸(cùn)精度更加(jiā)精準。那麽我們線切割補償方向要怎麽選呢?
首先我(wǒ)們要知道我們是切割外形還是內孔,以及進刀後的切割方向,以autocut軟件,割下麵的圓為例。
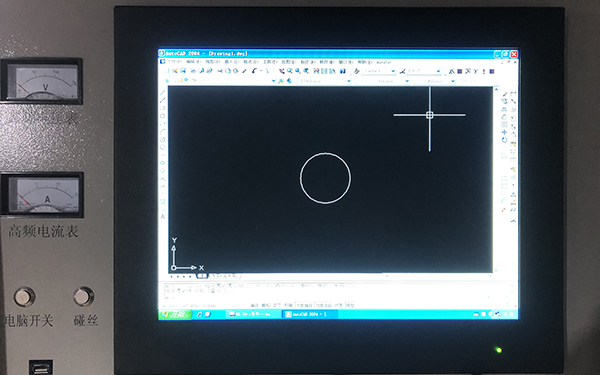
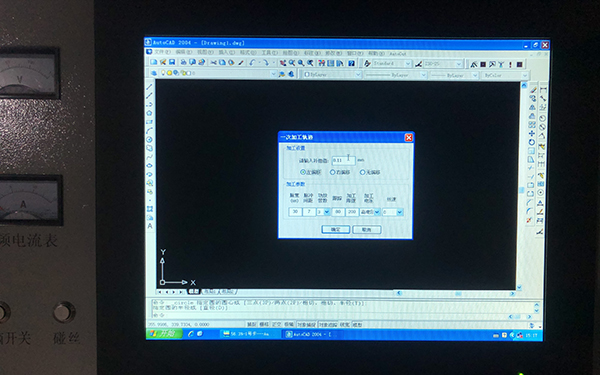
我們畫好圓後(hòu),生成加(jiā)工路徑,這裏我們切割的是外形,所以我們要先算(suàn)好,補償的數據,一般補償數據為鉬絲的半徑,加上(shàng)火花位,這裏我們補償為0.11mm,也就是11絲。然後因為我的加工路徑(jìng)打算為順時針,為了很好的(de)切割到(dào)位,我需要鉬絲偏移為左邊,切(qiē)割路徑就會在這個圓的的外麵,不會使切割來的圓,因為偏移(yí)方向而變小。
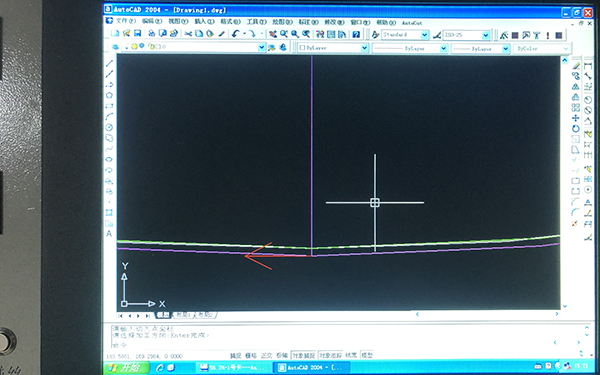
總的來說,線切割補償方向的選擇,跟我(wǒ)加工工件的類型已經(jīng)加工方(fāng)向有很大關係(xì),在我們生成加工路徑後可以看一下(xià)。紫色線為加工路徑的,綠色線為實際圖紙(zhǐ)路徑。看看切割下來的外形或者內(nèi)孔是否(fǒu)滿足尺(chǐ)寸要求就可以知道了。
以上就是線切割補償方向怎麽選的圖文教程。
小(xiǎo)編也向大家推薦(jiàn)上麵這款17·c18起草视频.27DK係列極速線切割機床,穩定加工效率12000mm2/h,三年內下降不超過5%,並且上一次鉬絲可加工40萬方(fāng)。想了解的小夥(huǒ)伴點擊下方圖片,或(huò)者(zhě)直接聯係17·c18起草视频.2724小時谘詢熱線18924551991,期待您(nín)的垂(chuí)詢!

網(wǎng)")